




平底封头-平底封头厂家报价-力拓封头厂家
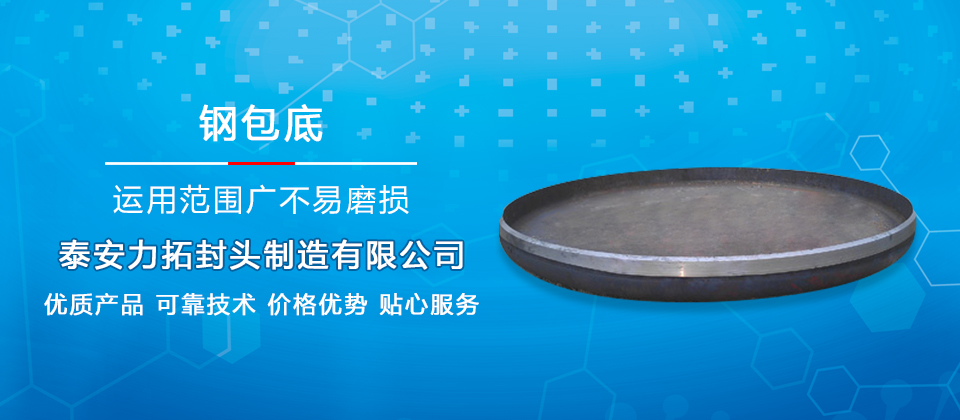
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
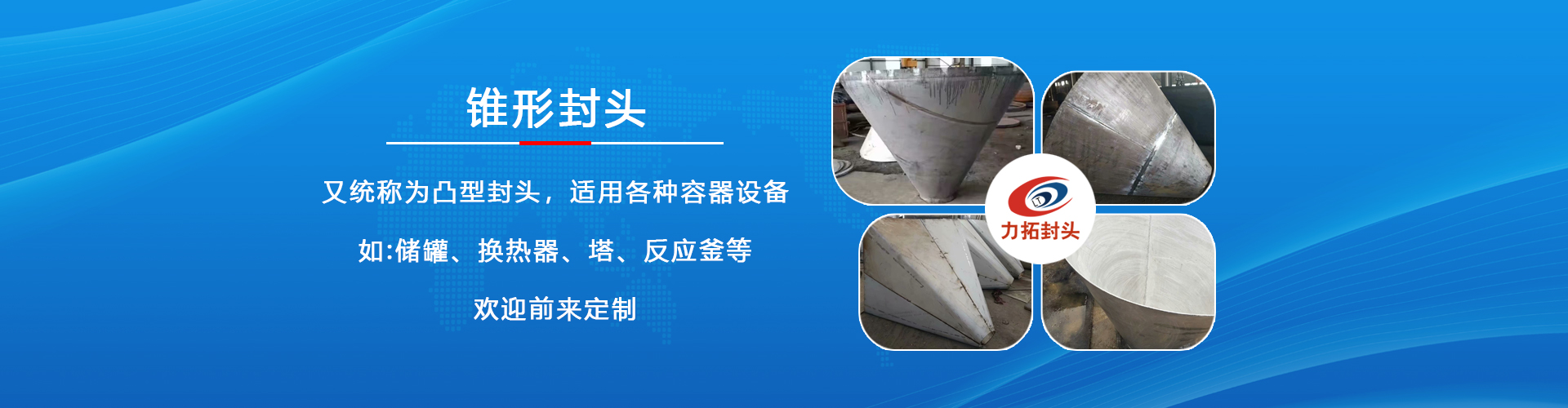
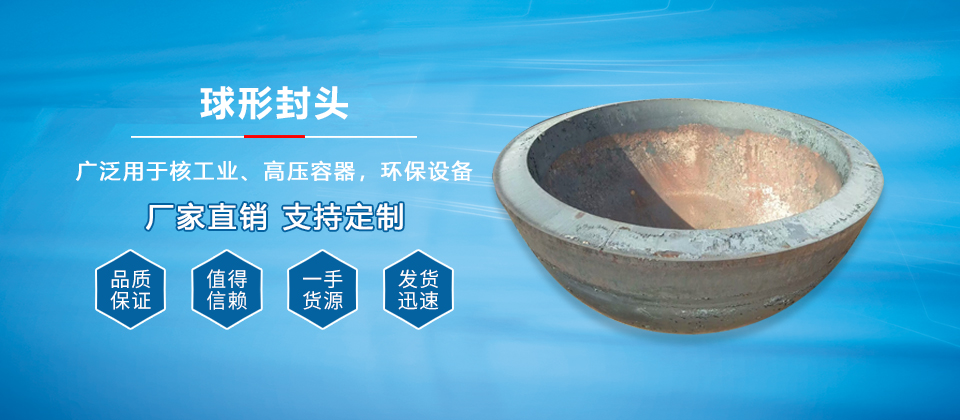
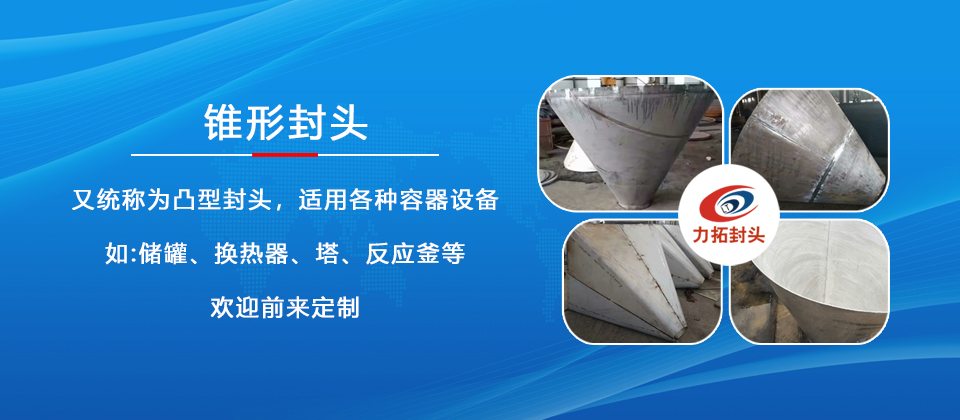
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

低压平盖封头试压计算
平盖封头可用于小口径低压管道试压,计算方法有三种:
一是按《工业金属管道设计规范》中第6.6条计算,适用于DN400mm、PN2.5 MPa以下管道试压;
二是按GB150-1998第7.4条计算;
三是按GB12459管子表号Seh确定封头壁厚,适用于DN15—DN80mm锻钢制承插焊管件Seh80、Schl60两级平焊管帽。
带加强肋平盖封头计算带加强肋平盖封头厚度时可用当量直径D 代入公式计算,仅用于试压时也可用公式计算,当量直径D为根据支撑节距按图确定的大内切圆直径。
带加强肋平盖封头应符合构造要求:底板厚度不小于8mm,支撑加强肋应等间隔对称布置,肋板厚度不小于10mm,肋板高度H应满足公式的要求。





阀门在组装前,需要对它的部件进行一些处理和加工,下面就让我们来学习下,阀门的零部件在组装前必须经过的过程处理如下所示:
1、根据加工要求,部分零部件需要做抛光处理,表面不能有加工毛刺等;
2、所有零部件进行脱脂处理;
3、脱脂完成后进行酸洗钝化,清洗剂不含磷;
4、酸洗纯化后用纯净水冲洗干净,不能有药剂残留,碳钢部件省去此步骤;
5、逐个零部件用无纺布进行擦干,不能有线毛等留存部件表面,或者用洁净的氮气进行吹干;
6、用无纺布或者精密滤纸沾分析纯酒精对逐个零部件进行擦拭,直至没有脏色。
与中板的幅宽是有关系的。做大型的封头没有那么宽的中板了,只好就拼接的工艺了。拼接后成形的钢制半球形、椭圆形、碟形以及平底形封头,应该在冷成形之后再进行热处理的。拼接后的封头,以及说是分瓣成形之后再级焊的封头,要采用图样或者订货技术规定的方法。按JB/T4730.2~4730.3进行的射线或者超声波检测。拼接起来的板便宜。也是为了节省造价.
下一条:没有了

赵经理先生
手机:13805389132


